Spiralbohrer von Hand schleifen

| thomas r. h. binder |
| |
| Buchenlandweg 211, D 89075 ULM, Tel. +49 731 266959 |
| Email: thomas.rh.binder@googlemail.com |
| Download des Textes: thomas-rh-binder.de |
Redaktionsdatum: 07. 02. 2016 Achtung! veraltete Version!
Textbearbeitung mit Emacs und Auctex, Textsatz durch LATEX,
Revisionskontrolle mit Mercurial und TortoiseHG
Inhaltsverzeichnis
Abbildungsverzeichnis
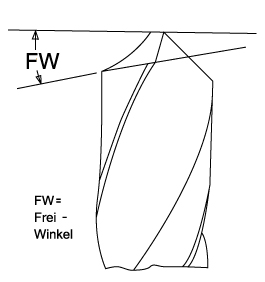
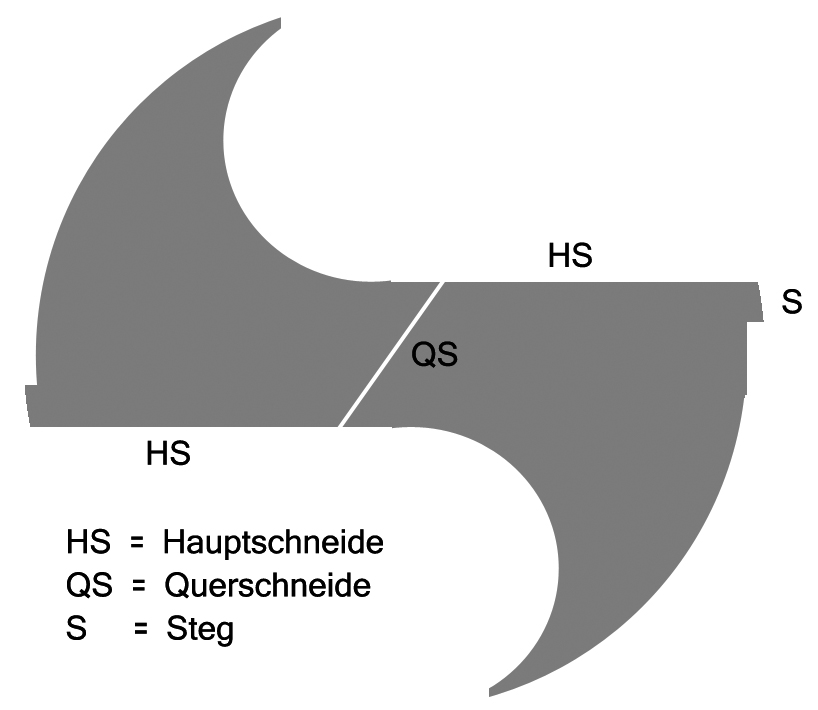
3.1 Bohrerspitze, Geometrie,
Definitionen3.2 Diamantabrichter3.3 Schleiflehre3.4 Schleiflehre, Prüfung
des Schleifwinkels und des Freiwinkels; Freiwinkel von 10° auf der Lehre
angezeichnet; der Schleifwinkel ist korrekt; der Hinterschliff ist leicht buckelig!
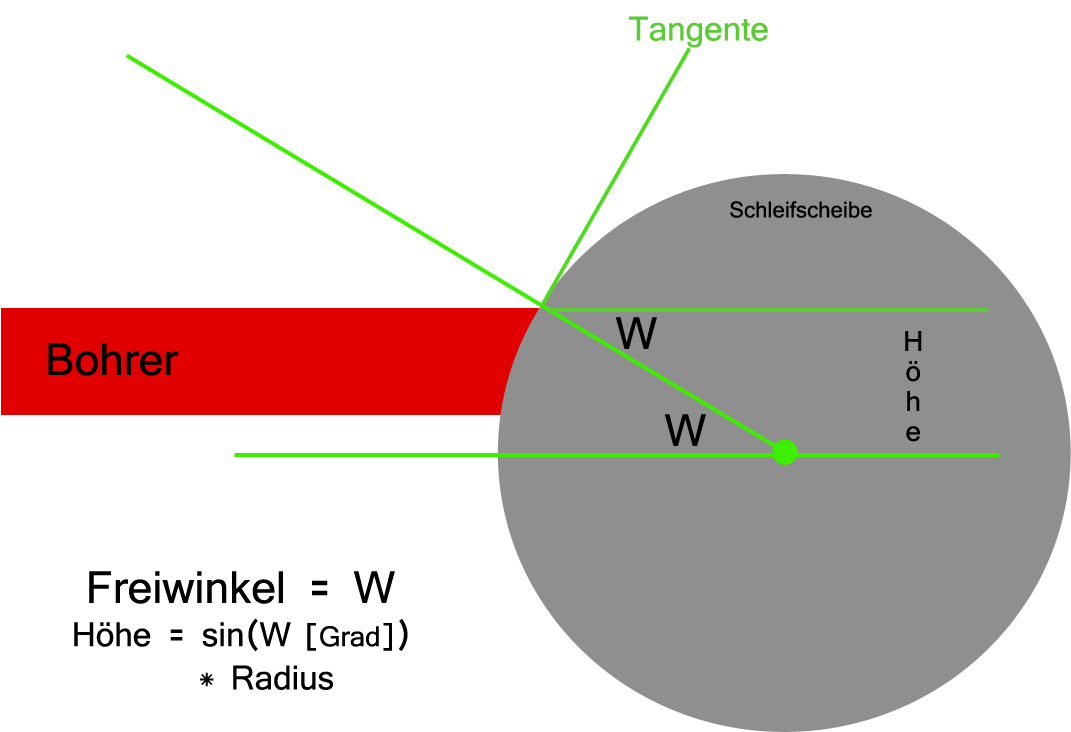
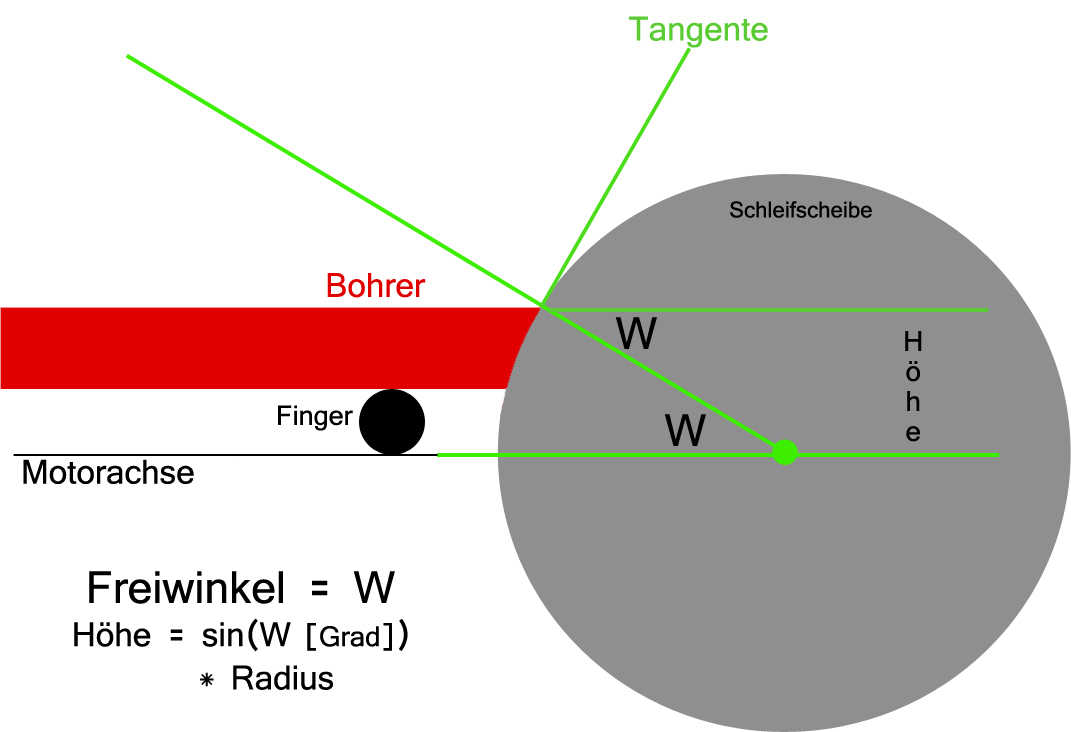
3.5 Freiwinkel: Errechnung der Höhe über der Motorachse aus Scheiben-
Radius und gewünschtem Freiwinkel, Schleifwinkel = Tangente; beachten:
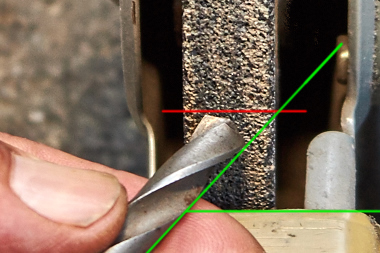
nur die untere Hälfte des Bohrers ist gezeigt!3.6 Bohrer vor der Schleifscheibe;
der Schleifwinkel von 59° ist korrekt (grün); die Schneide ist noch nicht
parallel zur Motorachse (vgl. mit der roten Linie); die Bohrer-Längsachse ist
noch gekippt, der Bohrer muss aber horizontal in der richtigen Höhe (rote
Linie) an die Schleifscheibe geführt werden für den richtigen Freiwinkel; die
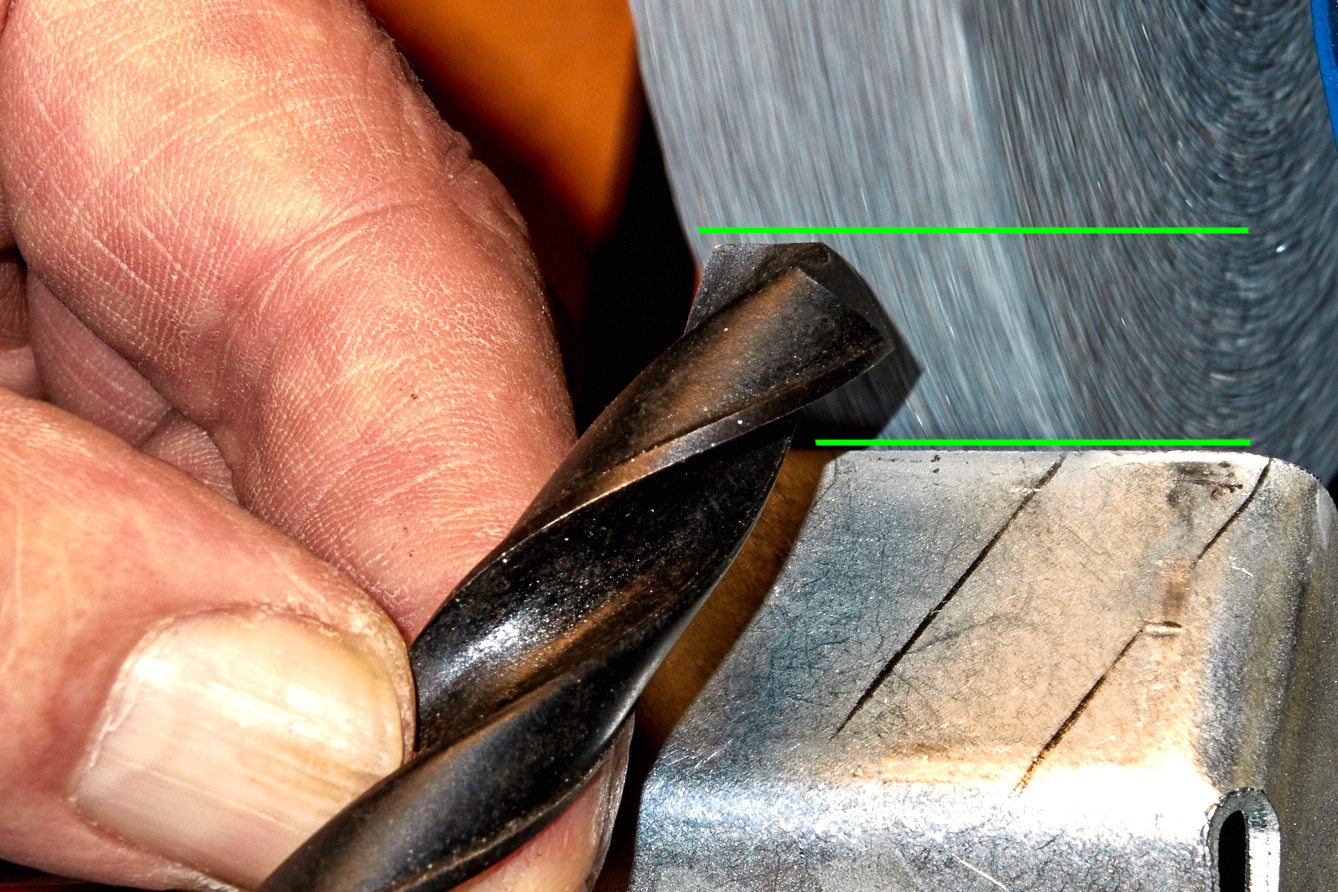
Werkzeugauflage wurde aus fotografischen Gründen falsch justiert3.7 Bohrer
vor der Schleifscheibe; der Schleifwinkel von 59° ist korrekt; die Schneide liegt
exakt parallel zur Motorachse (vgl. mit der Handauflage, grüne Linien); der
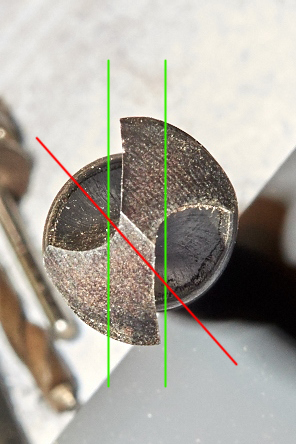
Bohrer ist horizontal zugeführt3.8 unbenutzter Bohrer – Winkel an den
Fotos und am Bohrer direkt ermittelt; links: abfallende Linie des Hinterschliffs
(Freiwinkel), Winkel ca. 13°; rechts: die Querschneide steht im Winkel von 49°
zu den beiden parallel liegenden Hauptschneiden; Laut Tabelle 3.1 auf Seite
müsste die Querschneide im Winkel zwischen 50 und 55° stehen, bzw. bei einem
Querschneidenwinkel von 49° wäre der Freiwinkel 11°3.9 Freiwinkel: Anfertigen
einer Lehre für die 150 mm-Scheibe3.10 dünner Bohrer, Handauflage auf
Höhe der Motorachse: der Zeigefinger passt unter den Bohrer, der Bohrer
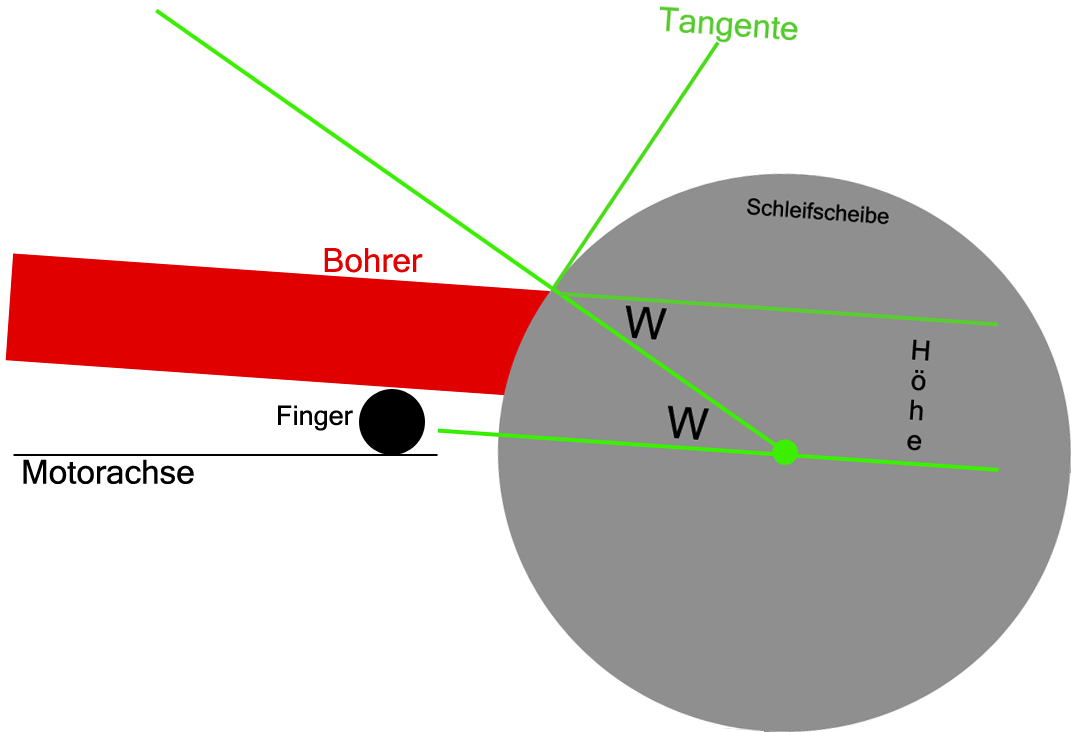
wird horizontal zugeführt3.11 dicker Bohrer, Handauflage auf Höhe der
Motorachse: der Zeigefinger passt nicht mehr unter den Bohrer, der Bohrer
muss angehoben werden; Freiwinkel eingehalten durch geneigte Zuführung des
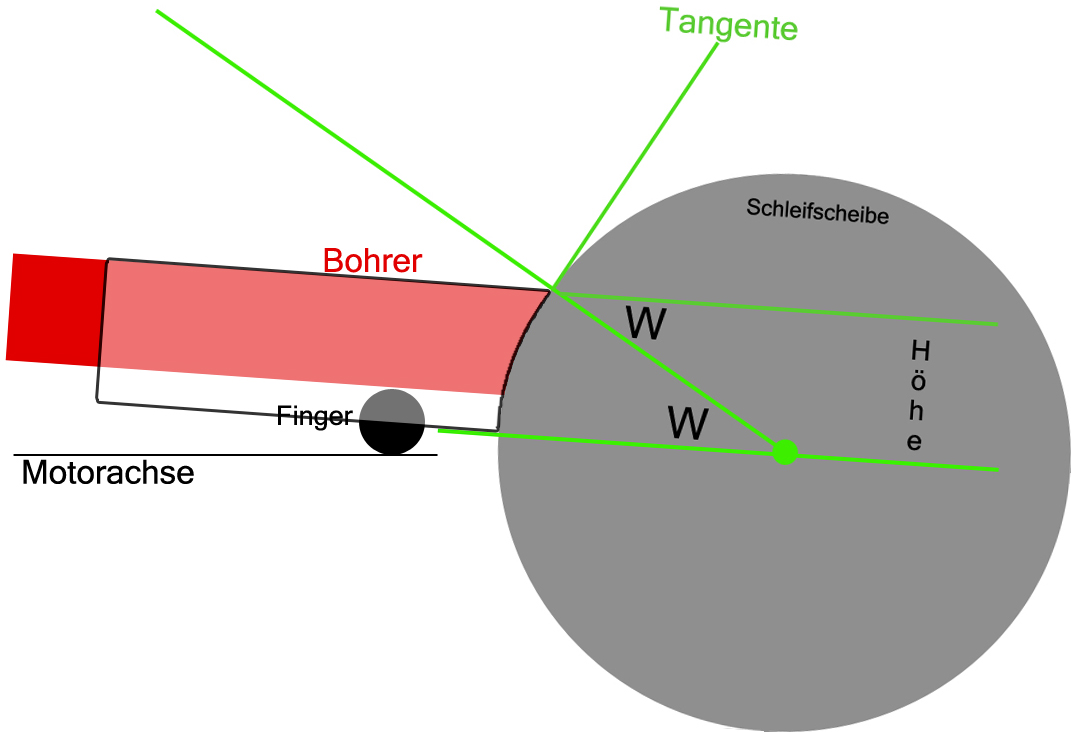
Bohrers: Winkel W und Höhe haben sich nicht geändert3.12 dicker Bohrer:
Freiwinkel eingehalten durch geneigte Zuführung des Bohrers mithilfe einer Lehre
1 Zusammenfassung
Standard-Spiralbohrer mit 118° Spitzenwinkel können von Hand
zuverlässig an einer Schleifscheibe geschliffen werden. Dieser Prozess kann
mit einer einfachen Schleifwinkellehre, mit dem Auge und durch eine
Probebohrung kontrolliert werden.
Diese Anleitung beschreibt die Geometrie der Bohrer, das Einrichten der
Schleifscheiben, den Vorgang und die Kontrolle des Schleifens, beschreibt
typische Fehler und ihre Ursachen und enthält Hinweise auf im Internet
verfügbare Informationen.
Nach recht kurzem Training kann auch ein Amateur-Handwerker seine
Spiralbohrer mit wenig Zeitaufwand so gut schleifen, dass er nicht dauernd
neue Bohrer kaufen muss. Für richtig schön schneidende Bohrer muss
man aber doch geduldig üben und viele Dinge beachten. Einfache
Bohrer-Schleifmaschinen und Bohrhilfen verbessern die Ergebnisse
nicht.
Der finanzielle Aufwand ist gering. Wer einen Doppelschleifbock besitzt
(ca. 80 €), braucht nur noch eine Schleifwinkellehre (ca. 3 €) und eine Lupe
(ca. 5 – 10 €).
Schleifen in Kurzfassung
-
1.
- Bohrer inspizieren
-
2.
- Bohrer im Winkel von 59° vor die Schleifscheibe halten
-
3.
- Bohrer in die richtige Höhe über der Motorrachse bringen
-
4.
- Bohrer-Längsachse horizontal ausrichten
-
5.
- Bohrer drehen, bis die Schneide genau horizontal liegt
-
6.
- Schneide anschleifen, weiterschleifen und dabei
-
7.
- Bohrer-Ende senken und Bohrer-Spitze anheben, Bohrer nicht
schwenken, nicht verschieben, nicht drehen
-
8.
- Bohrer sofort kühlen
-
9.
- Schleifergebnis ansehen
-
10.
- für die zweite Schneide weiter mit 2.; nach Schliff der zweiten
Schneide weiter mit 1.
2 Einleitung
2.1 Vorbemerkung
Diese Anleitung ist nicht für professionelle Anwender gedacht, bei denen
exakte Bohrungen erforderlich sind, sondern eigentlich erst einmal für
mich selbst, einen engagierten Amateur-Handwerker, der ungern mit
halb tauglichen Werkzeugen arbeitet, und für gleich Gesonnene.
Professionelle Anwender arbeiten zumeist mit maschinell exakt geschliffenen
Bohrern.
Ich behandle hier nur die üblichen HSS-Spiralbohrer im Standard-
Spitzen-Winkel von 118°.
Nach einigem Üben erreiche ich mittlerweile gut und einigermaßen sauber
schneidende Bohrer, die runde Löcher mit etwa korrektem Durchmesser
produzieren. Je dünner die Bohrer, desto weniger befriedigt das Ergebnis;
bei Bohrern unter 4 mm Durchmesser brauche ich zumeist mehrere
Anläufe, bis ich ein ausreichendes Ergebnis erreiche.
Ich schleife „frei Hand“ an einem preiswerten Doppelschleifbock (unter
100 €), die Schleifscheiben sind mit einem Einzeldiamanten von Unwucht
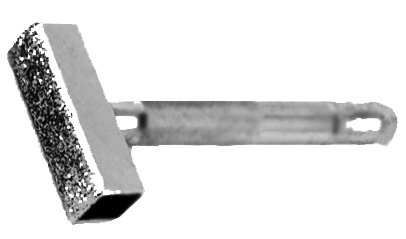
befreit und mit einem flächenhaften Diamantabrichter (ca. 10 €) geebnet,
zur Kontrolle benutze ich eine Bohrer-Schleiflehre (ca 3 €) und eine
Handlupe 3-fach (es reicht ein preiswertes Modell!) bzw. eine Lupenbrille
2,5-fach (auf meine Gleitsichtbrille per Clip aufgesteckt, ca. 55 €); den
erwünschten Schleifwinkel erreiche durch Markierungen auf der
Handauflage recht zuverlässig.
Der größte Teil dieser Anleitung ist auch auf das Schleifen an
einem Bandschleifer und an der Seite einer rotierenden Schleifscheibe
anwendbar. An solchen Schleifmaschinen ändert sich allerdings das
Schliffbild auf der Freifläche hinter der Schneide, wenn man die gleichen
Schleifbewegungen ausführt. Und der Freiwinkel wird durch Neigung
des Bohrers gegenüber der Fläche des Bandes bzw. der Scheibe
erreicht.
Dieser Text ist immer noch vorläufig. Ich bin noch dabei, meine aktuelle
Schleifpraxis und den Text gegeneinander abzugleichen; aber mit
ausreichender Vorsicht könnte der Text anderen Personen helfen, die ihre
Werkzeuge lieber reparieren, anstatt sich für wenige Euros einfach etwas
neues kaufen.
Ich habe den Text auf meiner persönlichen Webseite zur Verfügung
gestellt, damit er leichter erreichbar ist; vielleicht wird er in absehbarer Zeit
auch von den Suchmaschinen gefunden und es melden sich dann auch einige
kritische Leser, die mir helfen, diese Anleitung zu verbessern.
Wissen Sie, was Bohrer-Schleifen mit Umweltschutz und Nachhaltigkeit zu
tun hat? Ich weiß es. Und Sie auch, selbst wenn Sie kurz nachdenken
müssten. Aber Sie müssen nicht nachdenken, sonst würden Sie diesen
Text wohl nicht lesen.
2.2 über diese Anleitung
Diese Anleitung habe ich geschrieben, weil die im Internet verfügbaren
Informationen nicht alle meine Fragen behandelt haben, sodass ich damit
nicht zu befriedigenden Ergebnissen kam. Alterfahrene Handwerker können
für ihre eigenen Belange perfekt geeignete Bohrer von Hand schleifen,
wissen aber teilweise selbst nicht genau, warum sie so gut schleifen, und
konnten mir deshalb nicht so recht auf die Sprünge helfen. Nach großen
Lehrbüchern habe ich nicht gesucht, habe aber wohl einige Kapitel aus
Lehrbüchern, die ich im Internet gefunden habe, durchgelesen. Ich hoffe,
dass ich nicht zu viele Fehler in diese Anleitung eingebaut habe, aber ich
glaube weitgehend alles beschrieben zu haben, was mich zu meinen aktuell
schön arbeitenden Bohrern geführt hat. Wer Fehler findet, sie mir
aber nicht mitteilt, ist unhöflich oder nicht wie ich ein Mensch, der
gefundene Lösungen sehr gerne anderen „Kollegen“ zu Verfügung
stellt.
Ich habe in mein Dokument ein Kapitel Zwischenbilanz … eingefügt, das
meine bisherigen Bemühungen bewertet und den wahrscheinlich
schwierigsten Aspekt heraushebt; bitte in Abschnitt 3.7 auf Seite
nachlesen.
Ich warne vor im Internet publizierten Videos (z. B. bei Youtube); fast alle
sind unzureichend, sehr viele falsch oder irreführend, helfen also nicht
wirklich weiter. Aber ich habe bei langer Suche einige sehr gute Videos
gefunden, die zwar nicht alles genau beschreiben, einige Aspekte aber in
sehr schöner Qualität. Die amerikanischen Seiten sind meist viel besser
als die deutschen, leider.
In Abschnitt 3.10 auf Seite
habe ich die beiden für mich besten Autoren von Videos bzw. deren
Internetseiten aufgelistet. Dort sind auch mehrere Links zu umfangreichen
Dokumenten über verschiedene Bohrer-Geometrien aufgeführt.
Es gibt sehr unterschiedliche Ansichten darüber, wie man den Bohrer an
der Schleifscheibe halten und führen soll. Die Vorteile teils sehr
komplexer Bewegungen habe ich nicht nachvollziehen können. Ich
bevorzuge die einfache Bewegung wie in den erwähnten Videos gezeigt:
Bohrer im richtigen Winkel hinhalten, leicht andrücken und dann die
Spitze anheben, nicht drehen oder Schwenken. So macht es auch
meine lokale Referenz: ein älterer Feinmechaniker mit lebenslanger
Berufserfahrung.
Da ich jetzt brauchbare Schleif-Ergebnisse erreiche, habe ich mich nicht
mit den diversen einfachen Schleifhilfen beschäftigt, die für Amateure
angeboten werden. Anscheinend sind sie hinausgeworfenes Geld. Und
Bohrerschleifmaschinen, die zuverlässig und dem Handschliff überlegen
sind, kosten jenseits von 500 €.
3 Spiralbohrer schleifen
3.1 Bohrer-Typen
Es gibt sehr unterschiedliche Bohrer-Geometrien, hier beziehe ich mich
auf den geläufigsten Typ eines Spiralbohrers mit Standard-Spitzenwinkel
von 118°, bzw. Schneidenwinkel von 59°, mit Drallwinkel von
30°, mit mittlerer Stegdicke, mit Querschneide im Winkel von ca.
55° ,
mit einem Freiwinkel von ca. 10° und mit Kegel-förmigem
durchgehendem Hinterschliff, ohne Ausspitzung des
Stegs .
Mit solchen Bohrern kann man Eisen bohren, nicht-Eisen-Metalle,
Kunststoffe und Holz. Natürlich benutzt man für den professionellen
Einsatz unterschiedliche Schneidenwinkel und Freiwinkel und weitere
Variationen der Geometrie für das jeweilige zu bohrende Material. Aber ein
Amateur wie ich kommt zumeist mit dem üblichen Spiralbohrer
aus. Allerdings benutze ich für Holz zumeist reine Holzbohrer in
unterschiedlichen Ausführungen. Informationsmaterial zu Bohrer-Typen
siehe Abschnitt 3.10 auf Seite .
In Tabelle 3.1 auf Seite habe ich Angaben von http://www.mmsonline.com
dargestellt. Nach Meinung des Autors ist die Winkelmessung des
Freiwinkels nicht zuverlässig, man kann ihn aber anscheinend aus dem
Querschneidenwinkel abschätzen.
Das halte ich für schwierig; wenn man nämlich die Bohrerschneide nicht
exakt parallel zu Motorachse anlegt, schleift man eine ganz andere
Querschneide (Länge, Winkel).
Wenn man den Freiwinkel so wie in Abb. 3.1 auf der vorherigen Seite
beschrieben misst, bestimmt man laut mmsonline.com einen viel kleineren
Freiwinkel als tatsächlich vorhanden; das kann ich bei meinen bisherigen
Messungen nicht bestätigen.
Hinsichtlich des Freiwinkels vgl. auch den Abschnit 3.5 auf Seite .
| Tabelle 3.1: | Zusammenhang von Freiwinkel und Querschneidenwinkel |
| Angaben aus www.mmsonline.com
|
| Querschneidenwinkel | Freiwinkel |
| 0 | 0 |
| 30 | 5 |
| 40 | mittel |
| 50 | 11 (hoch) |
| 55 | extra hoch |
| |
3.2 Sicherheit
Sicherheitsmaßnahmen beachten (stabiler Stand der Schleifmaschine, gute
Beleuchtung, Schutzbrille etc.).
3.3 Schleifscheiben einrichten und prüfen
- neue Schleifscheiben muss man immer neu einrichten.
- Höhen-
Unwucht beseitigen, am besten mit einem Diamant-Abrichter.
Eine leichte Seiten-Unwucht ist für das einfache Bohrer-Schleifen
nicht bedeutsam. Wenn allerdings ein Hinterschliff gewünscht
ist (zum Ausdünnen der Querschneide), muss auch die Seiten-
Unwucht beseitigt werden.
- Schleiffläche begradigen (Unebenheiten, Winkelfehler beseitigen)
- bei Verwendung eines Diamant-Abrichters wird gleichzeitig
auch die Oberfläche der Schleifscheibe geöffnet (die
Schleifscheibe wird „konditioniert“)
- bei Verwendung eines Einzel-Diamanten als Abrichter muss
man eine Führung für den Diamanten verwenden (ca. 10°
schräg zur Schleiffläche und ca. 10° horizontale Kippung
weg von der Drehrichtung der Schleifscheibe). Diesen
Abrichter habe ich bei einem lokalen Werkzeughändler
erworben (ca. 45 €)
- flächenhafte Diamant-Abrichter kann man ohne Führung
anwenden, weil die Schleiffläche nicht unbedingt ganz genau
parallel zur Motorachse stehen muss. Bei Anwendung einer
Führung für den Abrichter erreicht man aber leichter
eine durchgehend plane Schleiffläche. Diesen Abrichter habe
ich für ca. 13 € über Amazon bestellt (Bench Diamont
Dresser)
- je nach Qualität der Schleifscheiben nutzen sich diese teilweise sehr
rasch ab, sodass schon nach Schleifen von wenigen kleineren Bohrern
(z. B. 5 – 10 mm) die Scheibe nicht mehr plan ist. Man muss sich
angewöhnen, stets an einer anderen Stelle auf der Scheibe
zu schleifen, damit sie einigermaßen gleichmäßig abgenutzt
wird.
- nach Einrichten der Schleifscheibe diese nicht mehr demontieren; sollte
eine Demontage erforderlich sein, muss die Schleifscheibe wieder neu
eingerichtet werden (Höhen-Unwucht, ggf. Seiten-Unwucht,
Begradigung)
Schleifscheiben muss man ebenso wie Schleifsteine regelmäßig überprüfen
und dann ggf. abrichten. Oder man richtet sie regelmäßig ab, weil man sie
dadurch auch ein wenig konditioniert.
Für eine Überprüfung kann man ein Stück Flacheisen nehmen und
dessen Kante auf einem planen Schleifstein abrichten. Dann auf der
Handauflage auflegen und leicht gegen die Schleifscheibe drücken, nicht
seitlich verschieben!
Man kann die planierte Kante des Flacheisens auch mit Filzschreiber
anmalen und dann an die Scheibe halten, das spart Materialabtrag. Das
Schliffbild gibt leicht Auskunft über die Schleifscheibe.
Wenn man an den eigenen Fähigkeiten zweifelt und das Schleifen der
Bohrer nicht funktionieren will, sollte man die Scheibe überprüfen; das
geht schnell.
3.3.1 Handauflage
In diesem Text bin ich immer von einer horizontalen Zuführung
des Bohrers an die Schleifscheibe ausgegangen. Bei meiner
Schleifmaschine mit 150 mm Durchmesser der Schleifscheiben und bei
einem gewünschten Freiwinkel von 10° muss die Bohrerschneide
in 13 mm Höhe über der Motorachse an der Schleifscheibe
auftreffen .
Bei einem Bohrer von 10 mm Durchmesser liegt die Bohrerschneide 5 mm
über dem Bohrer-Umfang, daraus ergibt sich ein „Freiraum“ von nur 8 mm
unter dem Bohrer, deutlich weniger als mein linker Zeigefinger dick ist. Da
die Handauflage bei meiner aktuellen Schleifmaschine genau auf Höhe der
Motorachse liegt, passt mein Zeigefingers nicht mehr unter den Bohrer.
Deshalb war mein 10 mm-Bohrer zu bissig geworden, er hat heftig gerattert,
der Freiwinkel war zu groß geraten.
Es gibt hier zwei Lösungen:
-
1.
- Handauflage in der Höhe verstellen, das ist einfach und
praktikabel.
Da meine Handauflage bisher nicht ausreichend verstellbar war,
musste ich die Lösung Nummer 2. anwenden, bis ich eine brauchbare
Handauflage besitze .
-
2.
- Bohrer nicht horizontal zuführen, sondern mit abgesenkter Spitze ;
Dafür habe ich eine technische Lösung mit einer Freiwinkel-
Lehre gefunden: mit dieser Lehre kann man die horizontale
Position und den Winkel ermitteln; der Umgang mit der Lehre ist
aber nicht praktikabel; deshalb habe ich den entsprechenden Text-
Teil ans Ende in den Abschnitt 3.9 auf Seite ausgegliedert.
3.4 Schleifwinkel-Lehre
Preiswerte Schleiflehren für 59° Schleifwinkel bzw. 118° Spitzenwinkel
sind für ca. 3 € erhältlich; sie haben häufig einen Fehler: das Eck
zwischen der langen Geraden und der kurzen schrägen Seite ist nicht exakt
geschnitten, es muss die lange gerade Seite ganz oben im Eck sehr vorsichtig
etwas ausgeschliffen werden, sodass das äußere Eck der Schneiden
unbehindert an der Geraden anliegen kann. Beim Bearbeiten der
Schleiflehre zwischendurch mit einem korrekt geschliffenen Bohrer
kontrollieren!
Benutzung der Schleiflehre:
- Schleiflehre sehr gut beleuchten, am Besten auf einem homogenen
hellen Hintergrund
- Schleiflehre so halten, dass man die Skala auf dem schrägen
Schenkel lesen kann
- Bohrer an die lange Kante anlegen
- Bohrer so drehen, dass eine Schneide parallel zur Vorderseite der
Schleiflehre liegt; hin-und-her-drehen, bis der Spalt zwischen der
Bohrer-Schneide minimal ist
- Schneide, Schleifwinkel und Freiwinkel beurteilen:
- stimmt der Schleifwinkel?
- hat die Schneide einen Bauch oder Buckel?
- verläuft die Schneide gerade bis ganz nach außen zum Steg?
- verläuft die Schneide gerade bis ganz zur Mitte des Bohrers
(bis zur Querschneide)?
- wird der Spalt zwischen Schneide und schrägem Teil der
Schleiflehre in der Nähe der langen Kante der Schleiflehre
größer, wenn man den Bohrer im Uhrzeigersinn dreht
(in Bohrer-Arbeitsrichtung)? Wenn dabei der Spalt größer
wird, zeigt das einen vorhandenen Freiwinkel an; je weiter
man dreht, desto größer wird der Spalt; die Größe
des Freiwinkels kann man so nicht messen, allenfalls
abschätzen; auf jeden Fall darf der Spalt beim Drehen nicht
gleich bleiben (kein korrekter Freiwinkel) und nicht zuerst
größer werden und dann wieder kleiner (zuerst vorhandener
Freiwinkel, dann verschwindender Freiwinkel)
- bei der Drehung des Bohrers in Arbeitsrichtung kann man
die Form des Hinterschliffs beurteilen; er soll keine Dellen
oder Buckel aufweisen
- Bohrer wieder so drehen, dass die Schneide an der Schleiflehre anliegt,
dort am Auftreffen der Querschneide auf die Hauptschneide die Länge
der Schneide ablesen (an der Skala auf dem schrägen Schenkel der
Schleiflehre) .
Man kann kann die Länge der Schneiden auch mit einem Lineal
messen; das ist ebenso ungenau wie mit der Schleiflehre.
- Vorgang mit der zweiten Schneide wiederholen
Es ist wichtig, dass man die Ergebnisse der visuellen Prüfung der
Bohrerspitze und die Beurteilung mithilfe der Schleiflehre zusammenführt.
Mit der Schleiflehre kann man nicht oder schlecht, visuell aber sehr gut
überprüfen:
- Lage, Winkel und Form der Querschneide
- Ausmaß des Freiwinkels, Verlauf und Ebenheit des Hinterschliffs
- Ebenheit und Geradheit der Schneiden
3.5 Freiwinkel einstellen
Übliche Standard-Spiralbohrer haben einen durchgehenden
Freiwinkel von ca. 10°. Je nach Durchmesser des
Bohrers
und zu bohrendem Material verwendet man andere Freiwinkel (und evtl.
auch andere Spitzenwinkel). Beim Schliff mit unterschiedlichen Freiwinkeln
(z. B. sog. Vierphasen-Schliff) ist der erste Freiwinkel meist ca. 4°,
der dahinter liegende Freiwinkel deutlich größer. Ich beziehe mich
hier nur auf den durchgehenden 10°-Freiwinkel. Hinsichtlich anderer
Bohrer-Geometrien siehe Informationsmaterial in Abschnitt 3.10 auf
Seite .
- wenn man ein Werkstück genau auf Höhe der Motorachse genau
horizontal zuführt, entsteht ein (Hohl-) Schliff, der senkrecht
auf der Längsachse des Werkstücks steht. Hebt man die
Spitze des Werkstücks an, wird das Werkstück an seiner
Unterseite stärker angeschliffen (Schneide an der Oberseite,
Freiwinkel an der Unterseite). Dasselbe geschieht, wenn man
das Werkstück oberhalb der Motorachse horizontal zuführt.
Es ist für den Freihand-Schliff vorzuziehen, den Bohrer immer
horizontal zuzuführen und den Freiwinkel durch Verändern der
Höhe über der Motorachse einzustellen (und nicht die Höhe
über der Motorachse gleich zu halten und den Freiwinkel durch
eine Neigung des Bohrers einzustellen, z. B. angehobene Spitze
und abgesenktes Ende des Bohrers, um dadurch den Freiwinkel
zu erhöhen)
- man kann diesen Freiwinkel in Richtung des gewünschten
Winkels durch Ausprobieren verändern, am besten bei
horizontaler Zuführung des Werkstücks durch Höherstellen
der Handauflage oder Auflegen von planen Platten auf die
Handauflage (je höher die Zulagen, desto größer der Freiwinkel)
- man kann die Höhe (h) über der Motorachse ausrechnen, die für
einen bestimmten Freiwinkel (Grad) beim aktuellen Radius der
Schleifscheibe (Radius) erforderlich ist (Radius in cm ergibt Höhe in
cm):
- mein linker Zeigefinger ist zufällig ca. 1 cm dick, erzeugt also einen
passenden Freiwinkel (bei einer genau auf der Motorachse liegenden
Werkstückauflage). Wäre das nicht so, müsste ich also den Bohrer
nicht horizontal zuführen, sondern die Spitze nach oben oder
unten zeigen lassen, um den Freiwinkel zu erhöhen oder zu
erniedrigen
- genau genommen: die errechnete Höhe über der
Motorachse ist der Punkt, an dem die Bohrer-Schneide auf
den Schleifstein auftreffen muss, nicht die Höhe unter dem
Bohrer. Je dicker der Bohrer, desto relevanter wird diese
Bemerkung .
- Die exakte Größe des Freiwinkels ist beim manuellen Schliff weniger
bedeutsam, als dass überhaupt ein nennenswerter Freiwinkel
vorhanden ist (mindestens 4°) und dass dieser sich schön nach hinten
fortsetzt; bei einem Freiwinkel über 10° beginnen Bohrer über
6 mm zu rattern. Ein zu großer Freiwinkel kann leicht durch
gezielte Nachbearbeitung lediglich der Schneiden korrigiert
werden.
- der Freiwinkel kann an dem geschliffenen Bohrer nur schwer gemessen
werden. Man misst ihn, nachdem man den Bohrer so gedreht hat, dass
beide Schneiden genau längs der Blickrichtung liegen, zwischen der
sichtbaren Schneide und kurz dahinter, auf dem Steg des Bohrers, im
Vergleich mit der Längsachse des Bohrers, siehe Abb. 3.8 auf
Seite .
Da dies schwierig bzw. unzuverlässig ist, muss man sich also, vor
allem bei kleinen Bohrern, darauf verlassen, dass mit korrekter
Bohrer-Zuführung auch der richtige Freiwinkel erreicht wird. In
jedem Fall aber muss man erkennen, dass die Linie (weg von der
Bohrer-Spitze) abfällt, nicht horizontal (senkrecht zur Bohrer-
Längsachse) verläuft oder gar ansteigt. Insbesondere ist es
wichtig, dass man am Steg eine nach hinten abfallende Linie
sieht. Fehlt diese, kann der Bohrer mangels Freiwinkel nicht
schneiden.
In der täglichen Praxis wird man den Freiwinkel visuell beurteilen
(Winkel am Steg des Bohrers, Querschneidenwinkel) und zumindest im
Zweifelsfall durch eine Probebohrung, vgl. Abschnitt 3.6.5
auf Seite . Wenn der Bohrer nicht ausreichend schneidet, ist
vielleicht der Freiwinkel zu gering; schneidet er sehr gut und
produziert ein hartes, ratterndes Bohrgeräusch, ist der Freinkel zu
groß.
Entscheidend ist der Freiwinkel direkt hinter der Schneide; im weiteren
Verlauf hinter der Schneide darf die Linie des Hinterschliffs stärker
abfallen ,
aber sie darf nicht wieder nicht wieder ansteigen.
Man kann einen zu großen Freiwinkel dadurch korrigieren, dass man vorne
an der Schneide mit einem kleineren Freiwinkel nachschleift und diesen
Schliff nur wenig weit nach hinten durchführt. Umgekehrt geht das
aber nicht; wenn der Grundschliff einen zu kleinen Freiwinkel hat,
muss man den Bohrer erst mit dem größeren Freiwinkel komplett
schleifen!
Auch bei korrekter Einstellung des Freiwinkels wird der gewünschte
Freiwinkel und sein korrekter Verlauf erst dann erreicht, wenn man „hinten“
auch ausreichend schleift!
Ein zu kleiner Freiwinkel reduziert die Schneidfähigkeit des Bohrers, ein
zu großer Freiwinkel macht den Bohrer aggressiver, aber auch die
Schneidkante weniger stabil. Ein zu großer Freiwinkel führt leicht zu einem
ratternden Bohr-Vorgang.
Man sollte Variationen des Freiwinkels erst versuchen, wenn man
genügend Erfahrung mit dem üblichen Freiwinkel hat.
Die Tabelle 3.2 auf Seite zeigt die Höhe über der Motorachse bei
verschiedenen Schleifscheiben-Größen und verschiedenen Freiwinkeln; für
nicht aufgeführte Schleifscheiben-Radien müssen Sie den jeweiligen zu
einem Freiwinkel gehörigen Sinus-Wert mit dem Radius mulitiplizieren.
| Tabelle 3.2: | Zusammenhang von Freiwinkel [Grad] und Höhe
[mm] über der Motorachse bei verschiedenen Schleifscheiben-
Radien [mm]; für nicht aufgeführte Radien bitte den
-Wert
mit dem Radius multiplizieren |
| Freiwinkel | | Radius 60 | Radius 75 | Radius 87,5 | Radius 100 |
| Grad | | Höhe | Höhe | Höhe | Höhe |
| 1 | 0,017 | 1,0 | 1,31 | 1,53 | 1,75 |
| 2 | 0,035 | 2,1 | 2,62 | 3,05 | 3,49 |
| 3 | 0,052 | 3,1 | 3,93 | 4,58 | 5,23 |
| 4 | 0,070 | 4,2 | 5,23 | 6,10 | 6,98 |
| 5 | 0,087 | 5,2 | 6,54 | 7,63 | 8,72 |
| 6 | 0,105 | 6,3 | 7,84 | 9,15 | 10,45 |
| 7 | 0,122 | 7,3 | 9,14 | 10,66 | 12,19 |
| 8 | 0,139 | 8,4 | 10,44 | 12,18 | 13,92 |
| 9 | 0,156 | 9,4 | 11,73 | 13,69 | 15,64 |
| 10 | 0,174 | 10,4 | 13,02 | 15,19 | 17,36 |
| 11 | 0,191 | 11,4 | 14,31 | 16,70 | 19,08 |
| 12 | 0,208 | 12,5 | 15,59 | 18,19 | 20,79 |
| 13 | 0,225 | 13,5 | 16,87 | 19,68 | 22,50 |
| 14 | 0,242 | 14,5 | 18,14 | 21,17 | 24,19 |
| |
3.6 Schleifvorgang
3.6.1 Einleitung
Ich behandle hier nur Standard-Bohrer: Spitzenwinkel 118°, durchgehender
Freiwinkel von ca. 10°, keine zusätzlichen Schliffvarianten wie z. B.
„Ausspitzen“ der Querschneide oder zweite Freiwinkel-Facette. Hinsichtlich
anderer Bohrer-Geometrien siehe Informationsmaterial in Abschnitt 3.10
auf Seite . Es führen anscheinend auch andere Schleiftechniken zum
Erfolg. Ich schleife aber so, wie mein lokaler Fachmann es macht und
wie die für mich zuverlässigsten Video-Anleitungen es zeigen; vgl.
Abschnitt 3.10 auf Seite . Man kann auch an anderen Schleifmaschinen
schleifen ,
ich verwende aber einen Doppelschleifbock.
Wenn man einen Bohrer schon vielfach nachgeschliffen hat, muss man
beachten, dass der Steg immer dicker wird, je näher man zum Ende des
Bohrers kommt. Man wird ihn dann „ausspitzen“ müssen.
Ich habe meine Bohrer vorläufig mit Absicht nicht
ausgespitzt .
Dass sie im Originalzustand nicht ausgespitzt sind, hat vielfache Gründe. Sehr
dicke Bohrer muss man aber ausspitzen, weil sie sonst zu schnell sehr heiß
werden (ca. 70 % der Kraft werden von der nicht schneidenden Querschneide
verbraucht). Wenn ich „frei Hand“ in Metall bohren muss, werde ich einen
dickeren Bohrer aber wohl doch ausspitzen. Oder ich mache eine
Vorbohrung .
Solange man kein sehr geübter Schleifer ist, oder wenn man Probleme
mit einem Bohrer hat, sollte man den Trainingsmodus einschalten, siehe
Abschnitt 3.8 auf Seite .
3.6.2 Kurzfassung
-
1.
- Bohrer inspizieren
-
2.
- Bohrer im Winkel von 59° vor die Schleifscheibe halten
-
3.
- Bohrer in die richtige Höhe über der Motorrachse bringen
-
4.
- Bohrer-Längsachse horizontal ausrichten
-
5.
- Bohrer drehen, bis die Schneide genau (!) horizontal liegt
-
6.
- Schneide anschleifen, weiterschleifen und dabei
-
7.
- Bohrer-Ende senken und Bohrer-Spitze anheben, Bohrer nicht
schwenken, nicht verschieben, nicht drehen
-
8.
- Bohrer sofort kühlen
-
9.
- Schleifergebnis ansehen
-
10.
- für die zweite Schneide weiter mit 2. ; nach Schliff der zweiten
Schneide weiter mit 1.
3.6.3 Genauer
3.6.3.1 Vorbemerkung
- immer nur kurz schleifen, Bohrer immer sofort in Wasser kühlen.
Die Bohrerspitze soll nicht heiß werden, nicht braun oder gar
blau anlaufen, sonst wird der Stahl weich! Man kann nicht
mit dem Finger prüfen, ob der Bohrer gekühlt werden muss;
man bemerkt die hohe Temperatur des Bohrers verzögert und
verbrennt sich evtl. den Finger, statt ihn rechtzeitig zu kühlen!
- eine recht grobe Scheibe (Korn 60 oder 80) reicht eigentlich aus,
Enthusiasten können einen Endschliff mit einer feineren Scheibe
anschließen. Mit der groben Schleifscheibe wird der Bohrer beim
Schleifen weniger heiß.
- wenn der Schliff nicht so ausfällt wie erwartet, ist die Scheibe
evtl. nicht mehr plan (vgl. Abschnitt 3.3 auf Seite )
- Schleifwinkel auf Handauflage anzeichnen (mehrere parallele
Striche); Standard-Bohrerwinkel ist 118°, der Schleifwinkel also
jeweils 59° an beiden Schneiden
3.6.3.2 Schleifvorgang
-
1.
- zuerst den Bohrer visuell genau beurteilen: sind Geometrie-Fehler
vorhanden, sind Scharten vorhanden (oben, Schneidkante, in der
Spannut)
-
2.
- mit dem Fingernagel auf Grate oder Scharten prüfen
-
3.
- aktuellen Winkel des Bohrers an beiden Schneiden mit Bohrer-
Schleiflehre bestimmen
-
4.
- ein Grat in der Spannut muss vor dem Schliff entfernt werden
(runder Schleifstein, runde Diamantfeile)
-
5.
- (für Rechtshänder) linken Zeigefinger auf die Handauflage nicht
zu nahe
der Schleifscheibe auflegen, Bohrer auf den linken Zeigefinger auflegen
und mit der rechten Hand am Ende festhalten (Zeigefinger und
Daumen) und die Längsachse horizontal halten. Den gewünschten
Freiwinkel erreicht man, wenn der Schleifvorgang an der Schneide
in der richtigen Höhe über der Motoachse mit horizontaler Zuführung
des Bohrers beginnt, siehe 3.6.3.3. Bei meiner Schleifscheibe mit
120 mm Durchmesser erreiche ich einen Freiwinkel von 10°, wenn
der Kontakt der Schneide mit dem Schleifstein bei 1,04 cm über
der Motorachse erfolgt, das entspricht etwa der Dicke der Fingerbeere
meines linken Zeigefingers (wenn sie etwas eingedrückt ist)
-
6.
- Bohrer-Längsachse an den aufgemalten Strichen (Schleifwinkel)
ausrichten
-
7.
- Bohrer vorsichtig nahe an die Schleifscheibe heranführen, ohne
zu schleifen, dann den Bohrer um seine Längsachse so drehen,
dass die zu schleifende Schneide horizontal liegt (d. h. parallel
zur Motorachse); vor allem bei kleinen Bohrern ist das nicht
leicht zu erkennen; Tip: wenn die Bohrerschneide ganz nahe an
der Schleifscheibe fast anliegt, ist die Schneide dann horizontal,
wenn sie maximal lang anliegt; man kann dies also durch
rechts-und-links-Drehen des Bohrers ermitteln
-
8.
- Bohrer vorsichtig nahe an die Schleifscheibe heranführen, ohne
zu schleifen
-
9.
- Winkel der Bohrer-Längsachse gegenüber der Schleifscheibe
ggf. derart korrigieren, dass durch den folgenden Schliff die
Abweichung des Schleifwinkels korrigiert wird, die man mit der
Bohrer-Schleiflehre ermittelt hat
-
10.
- nochmals die Höhe des Schleifbeginns (Freiwinkel) überprüfen
-
11.
- jetzt geht es los: Bohrer leicht gegen die Schleifscheibe drücken,
es erfolgt der Schliff der Schneide, dann mit fortgesetztem leichtem
Druck das Ende des Bohrers absenken und damit die Schneide
anheben und dadurch den Hinterschliff erzeugen. Während dieser
Bewegung muss der Bohrer im Winkel von 59° zur Schleifscheibe
bleiben. Wie weit man den Bohrer vorn anheben bzw. hinten
absenken muss, ergibt sich aus der Kontrolle des Schleifergebnisses
(siehe 3.6.4). Der Schleifvorgang muss sehr gleichmäßig ohne
Ruckeln oder Verschieben erfolgen mit stets gleichbleibendem Druck,
es soll immer komplett alles geschliffen werden von der Schneide
bis zum Ende des Hinterschliffs. Teil-Schliffe sind natürlich möglich,
sollten aber vermieden werden
-
12.
- dabei den Bohrer nicht drehen, nicht seitlich verschieben!
-
13.
- je näher der linke Zeigefinger bei der Schleifscheibe liegt,
desto größer muss die Abwärtsbewegung des Bohrer-Endes
sein. Jeder muss für sich selbst herausfinden, wie er die beste
Bewegung erreicht. Der Abstand des linken Zeigefinger von der
Schleifscheibe beeinflusst die Geometrie des Hinterschliffs nicht.
-
14.
- Bohrer sofort kühlen
-
15.
- jetzt zweite Schneide bearbeiten, niemals mehrfach die eine Seite
bearbeiten, immer abwechseln!
-
16.
- Schleifergebnis ansehen, siehe 3.6.4
-
17.
- Schleifvorgang (ab 11 auf der vorherigen Seite) so oft
wiederholen, wie nötig
3.6.3.3 Erreichen des gewünschten Freiwinkels
- der übliche Winkel des Hinterschliffs liegt bei etwa 10°; kleine
Freiwinkel führen zu weniger schnellem Eindringen des Bohrers
in das Material und zu einer stabileren Schneide; bei großem
Freiwinkel wirkt der Bohrer agressiver, beginnt schon bei leichtem
Druck zu schneiden, dringt aber evtl. zu schnell ein.
- den Freiwinkel beinflusst man durch die Höhe über der
Motorachse; soll der Freiwinkel größer werden, kann man
den linken Zeigefinger drehen, um ihn an dieser Stelle höher
zu machen, oder den Bohrer an einer dickeren Stelle des
Zeigefingers auflegen oder die Handauflage höher einstellen oder
die Handauflage gegenüber der Motorachse nach oben kippen
(nahe an der Schleifscheibe höher als am entfernten Ende der
Auflage) oder den Bohrer in seiner Längsachse nicht horizontal,
sondern nach oben gekippt (Spitze höher als Ende des Bohrers)
an die Schleifscheibe heranführen. Um die komplexe Geometrie
des Schleifvorgangs nicht unnötig kompliziert zu gestalten,
bevorzuge ich die Korrektur des Freiwinkels durch die Höhe des
untergelegten linken Zeigefingers.
- der Hinterschliff muss gleichmäßig bis zum Beginn der
Bohrerrille reichen (durch die das abgeschnittene Material
abtransportiert wird); ist dies nicht der Fall, muss man den
Hinterschliff kräftiger schleifen und dabei das Ende des Bohrers
weiter absenken; nicht den Bohrer um seine Längsachse drehen!
evtl. wird der Hinterschliff nicht korrekt, weil die Schneide am
Beginn des Schleifens nicht horizontal ausgerichtet war.
3.6.4 visuelle Beurteilung
- sind die Schneiden von der Querschneide bis außen geschliffen,
sind die Schneiden gleich lang, an der Kante glatt und in der
Fläche nicht wellig?
- Abhängig von der Form der Span-Nut kann die Schneide in
der Aufsicht gerade oder gebogen sein; beim Blick direkt auf die
Schneidkante muss die Schneide aber gerade sein.
- existiert eine Querschneide und steht diese in der Mitte zwischen
zwei gleich langen Schneiden im korrekten Winkel von ca. 55° und
ist die Querschneide symmetrisch und schlank und gerade?
Die Querschneide beginnt an der inneren Seite einer Schneide
und zieht schräg zum Beginn der anderen Schneide, das ergibt
einen Winkel von ca. 55° zur anderen Schneide hin geneigt. Diesen
Winkel beurteilt man am Besten, indem man den Bohrer genau
von oben aus ansieht und die Schneiden so dreht, dass sie auf zwei
Parallelen liegen. Eine schöne Querschneide erreicht man nur,
wenn die Schneide beim Schleifen genau parallel zur Motorachse
liegt und wenn man den Bohrer während des Schleifens nicht
dreht! Wenn die Querschneide zu wenig zur anderen Schneide
hin geneigt ist, war die Schneide beim Schleifen nicht parallel
zur Motorachse, war der Bohrer in seiner Längsachse nach links
gedreht, er muss also für den nächsten Schliff ein wenig nach
rechts, in Richtung der Bohrer-Arbeitsrichtung gedreht werden.
Unzureichende Parallelität der Schneide zur Motorachse führt
zu einer breitbasigen und ungeraden Querschneide.
Bei größeren Bohrern kann man die notwendige exakt mittige
Lage der Querschneide mit der Schleiflehre bestimmen: Schneide
anlegen, auf der Skala am schrägen Schenkel der Lehre ablesen,
wie weit sie von der Außenseite der Schneide entfernt ist, Vorgang
an der anderen Schneide wiederholen; solange das Schliffbild noch
nicht korrekt ist, reicht aber meist die optische Kontrolle
Achtung: die Querschneide kann in der Mitte liegen, obwohl die
beiden Schneiden nicht den gleichen Schleifwinkel haben!
- ist der Freiwinkel korrekt, d. h. der Hinterschliff ist bereits
am Steg sichtbar und fällt gleichmäßig ab und geht bis
zur Längs-Rille und ist der Freiwinkel nicht zu groß oder zu
klein? Wenn der Hinterschliff nicht bis zur Rille gleichmäßig
abfällt, wurde der Bohrer beim Absenken des Bohrer-Endes
etwas gegen den Uhrzeigersinn gedreht, die Bewegung muss also
dergestalt verändert werden, dass man den Bohrer am Ende des
Hinterschliffs nicht dreht oder allenfalls etwas im Uhrzeigersinn
(in Richtung der Bohrdrehung) dreht. Entscheidend für einen
ausreichend aggressiv schneidenden Bohrer ist der Freiwinkel
direkt hinter der Schneide! Wenn der Freiwinkel direkt hinter der
Schneide zu groß ist, schneidet der Bohrer sehr aggressiv, die
Schneide ist aber sehr empfindlich und reißt leicht ein.
- ist der Hinterschliff gleichmäßig? Ein korrekter Hinterschliff
formt eine Kegeloberfläche. Manche Hersteller von Bohrer-
Schleifhilfen propagieren einen sog. 4-Facetten-Schliff, bei dem an
der Schneide beginnend ein (nicht kegelförmiger) Hinterschliff
erzeugt wird und anschließend ein zweiter, steilerer, ebenfalls
nicht kegelförmiger Hinterschliff. Da professionelle Bohrer-
Schleifmaschinen zumeist einen kegelförmigen Hinterschliff
erzeugen, misstraue ich der 4-Facetten-Methode, habe aber keine
Erfahrung damit.
- ist der Schleifwinkel an beiden Schneiden gleich und ist er
korrekt (Bohrer-Schleiflehre)? Kleine, soeben mit der Schleiflehre
erkennbare Abweichungen sind nicht bedeutsam, sofern sie
an beiden Schneiden gleichermaßen abweichen; die Schneiden
müssen aber erkennbar gerade sein, Einbuchtungen oder Buckel
sind nicht zu dulden und weisen auf eine nicht plane Schleifscheibe
hin oder auf einen unvollständigen Schleifvorgang oder auf einen
Schleifvorgang, der nicht wie erforderlich an der Schneide beginnt
und hinten unten am Ende des Hinterschliffs aufhört
- es ist immer hilfreich, bei kleinen Bohrern ist das aber
unerlässlich, für die Kontrolle eine Lupe (2 – 5-fach) zu
verwenden. Mit der Lupe sind kleine Abweichungen der Geometrie
leicht zu erkennen, die eine schlechte Schneidleistung erklären.
- wenn man Zweifel hat, ob der Schliff korrekt ausgeführt worden
ist, sollte man den Trainingsmodus anwenden, vgl. Abschnitt 3.8
auf Seite .
3.6.5 Probebohrung
Wenn der Bohrer die visuelle Kontrolle der Geometrie und die Kontrolle mit der
Bohrer-Schleiflehre bestanden hat, dann folgt eine Probebohrung in Eisen oder
Aluminium .
Diese Probebohrung sollte man, wenn verfügbar, an einem Bohrständer
vornehmen, da der Bohrer beim Freihand-Bohren nur schwerlich in
beiden Achsen senkrecht auftrifft, dann beim Anbohren zur Seite
wegläuft und das Loch schräg zur Oberfläche zu schneiden beginnt.
Mögliche Fehler sind in der Klammer angegeben.
- läuft der Bohrer beim Anbohren auf einer glatten Oberfläche
zur Seite weg? (Querschneide im falschen Winkel oder unförmig
oder nicht mittig)
- schneidet der Bohrer gierig genug oder braucht er zu viel
Druck? (meist: falscher Freiwinkel, bucklige Schneide, unschöne
Querschneide)
- produziert der Bohrer nicht zwei ähnlich aussehende Späne
(einer pro Schneide)? (ungleicher Schleifwinkel oder ungleich
lange Schneiden)
- erzeugt der Bohrer ein unrundes Loch? (Schneiden ungleich lang
oder in ungleichem Winkel und damit Querschneide nicht in der
Mitte bzw. nicht im richtigen Winkel)
- rattert der Bohrer zunehmend, je tiefer er eindringt? (Freiwinkel
an der Schneide zu groß)
- sind die Flanken bzw. der Boden des begonnenen Bohrlochs riefig?
(uneben geschliffene Schneiden)
- kleine zerrissene Späne (viele Ursachen, v.a. zu geringer
Freiwinkel oder nicht bis zur Rille gleichmäßig verlaufender
Hinterschliff oder unscharfe Schneiden)
- hat das Bohrloch einen erhabenen Randwall? (Grat an der
Oberkante der Schneiden oder der Unterkante, d. h. in der
Spannut; Geometrie der Schneiden stimmt zumindest in der
Peripherie nicht)
- ist das Bohrloch zu groß ?
(viele Ursachen: v.a. ungleiche Schleifwinkel, ungleiche Länge der
Schneiden)
Man kann die gefundenen Fehler vorsichtig zu korrigieren versuchen, auch
an einzelnen Schneiden, die z. B. fraglich oder gering kürzer sind als die
andere oder die einen minimal abweichenden Schleifwinkel zeigen. Wenn
aber mehrere Fehler gleichzeitig auftreten, sollte man den Bohrer nicht
korrigieren, sondern beide Schneiden neu anschleifen.
3.7 Zwischenbilanz meines Trainings
Nach längerem Üben und wiederholter Überarbeitung meiner Anleitung
versuche ich jetzt, meine eigenen Fehler zu analysieren und daraus
Verbesserungen abzuleiten. Solche Verbesserungen führen wohl zu mehr
Aufmerksamkeit für schwierige Vorgänge und evtl. zu technischen
Veränderungen.
Die folgende numerierte Aufzählung bewertet die beim Schleifen
erforderlichen Vorgänge und die aufgetretenen Fehler und versucht, daraus
Konsequenzen abzuleiten:
Am Beginn stehen die einfachen Dinge und die mit den geringsten
negativen Einflüssen:
-
1.
- Einrichten der Schleifscheiben: nach dem Abziehen durch
Einzeldiamant und flächenhaften Diamantabrichter läuft meine
Schleifmaschine immer ruhiger, ich bemerke beim Anlaufen
und Auslaufen immer weniger Vibrationenen und fühle beim
Schleifen keinen Höhenschlag mehr. Am Anfang nach dem Kauf
der Maschine haben nur die Gummifüße verhindert, dass die
Maschine vom Tisch gepurzelt ist.
-
2.
- Einhalten des gewünschten Schleifwinkels:
durch die Markierungslinien auf der Handauflage für den 59°-
Schleifwinkel und durch die einfache und zuverlässige Ablesung
einer Winkel-Abweichung mit der Schleifwinkellehre mache ich
nur recht selten Schleifwinkel-Fehler; Bohrer mit ordentlichem
Schliff, aber mit geringen Schleifwinkel-Abweichungen der beiden
Schneiden voneinander schneiden nicht ganz schlimm falsch.
-
3.
- Kontrolle: nachdem ich die Arbeit mit der Schleifwinkellehre
und mit der visuellen Beurteilung reichlich geübt habe, komme
ich zunehmend leicht zu zutreffenden Feststellungen über einen
korrekten oder fehlerhaften Schliff und die Ursachen derselben.
-
4.
- Schliff korrigieren: ich habe gelernt, dass es keinen Sinn hat, einen
einzelnen Schliff teilweise korrigieren zu wollen. Jede einzelne
Schleifbewegung beginnt an der Schneide und endet an der
Spannut des Bohrers.
-
5.
- Freiwinkel: durch konsequente horizontale Zuführung des
Bohrers auf der richtigen Höhe über der Motorachse erreiche
recht leicht einen guten Freiwinkel; zwar kann ich den Freiwinkel
nicht gut oder exakt messen, aber ich kann visuell recht
leicht sehen, ob ein etwa richtiger Freiwinkel existiert und ob
der Hinterschliff gleichmäßig bis zum Ende des Schliffs bei
der nächsten Spannut reicht; Buckel sind visuell leicht zu
sehen; kleine Unebenheiten führen offensichtlich nur zu kleinen
Funktionsstörungen (Bohrprobe).
-
6.
- Korrekt, aber nicht beidseitig gleich stark ausgeführter Schliff:
ich habe den Eindruck, dass man nach visueller Beurteilung
und Schleiflehren-Kontrolle gut erkennen kann, welche Seite des
Bohrers noch ein wenig mehr abgetragen werden muss. Das sieht
man gut beim Bohren in Metall, wenn nicht beidseitg gleich viel
und gleich geformte Späne herauskommen.
-
7.
- Gleichmäßigkeit des Schliffs: es ist nicht einfach, einen
begonnenen Schliff gleichmäßig bis nach „hinten“ fortzuführen;
hier fehlt mir noch die Übung, der Andruck an die Schleifscheibe
und die Geschwindigkeit der Absenkung des Bohrer-Endes sind
noch zu trainieren. Buckel im Hinterschliff können problematisch
sein, weil sie die Schneidfähigkeit behindern. Dass ein manueller
Schliff schwerlich so perfekt aussieht, wie ein maschineller, ist
klar und unbedeutend, solange kein wirksamer Geometrie-Fehler
besteht.
-
8.
- Querschneide: wenn die Querschneide nicht an der richtigen Stelle
sitzt, hat sie zumeist auch einen abnormen Winkel und eine
abnorme Form und führt zu ungleicher Schneidenlänge und
damit zu einem ratternden Schnitt und unrunden Löchern.
Hier liegen zwei Probleme: a) die korrekte Zuführung des
Bohrers mit exakter Parallelität der Schneide zur Motorachse ist
schwierig, weil schwer zu erkennen und b) kann man die Lage der
Querschneide und damit die Gleichheit oder Ungleichheit der Länge
der beiden Schneiden nicht leicht und zuverlässig messen.
Nachdem ich jetzt immer mit der Lupenbrille arbeite, gelingt mir die
korrekte parallele Schneiden-Positionierung jetzt zuverlässiger aber
noch nicht befriedigend. Die meisten schlecht schneidenden
Bohrer waren Ergebnis einer falschen Parallel-Positionierung der
Bohrerschneide.
Der unterste Eintrag in dieser obigen Liste ist mein Hauptfeind, er muss
zuerst angegriffen werden! Ich bin noch unentschlossen, ob ich mir einen
Laser-Strich zur Erleichterung der parallelen Schneiden-Position bastele oder
ob ich einfach weiter übe.
Und jetzt wieder auf den Boden, Perfektionist, lasse die Kirche im Dorf :
jedenfalls haben meine Bohrer früher, wenn ich sie zu schleifen versucht
habe, nach dem Schliff genau so wenig geschnitten und jetzt schneiden sie
fast immer, wenn auch gelegentlich mit unrunden Löchern oder mit etwas
rattertendem Geräusch. Der Weg vom Bohren zum schöner Bohren ist
sicherlich steinig.
Denke ich an meine Hauptarbeit: Löcher in Holz zu bohren, dann
könnte ich schon zufrieden sein. Ein einigermaßen richtig geschliffener
Bohrer macht in Holz in jedem Fall recht schnell tiefe Löcher. Aber in
Metall, wenn man in das Loch dann auch noch ein Gewinde schneiden will,
dann sollte das Loch schon recht sauber sein!
Übrigens: man kann nicht ein gewünschtes 8 mm-Loch mit einem
7,5 mm-Bohrer vorbohren, der ein sog. Langloch hinterlässt und dieses
dann mit einem 8 mm-Bohrer aufweiten!
3.8 Trainingsmodus
Man kann den Schleifvorgang überprüfen, indem man die Spitze des
Bohrers mit einem wasserfesten Filzstift anmalt; dann kann man genau
sehen, wo Material bei einer bestimmten Schleifbewegung bzw. Haltung des
Bohrers abgetragen wird.
Diesen Vorgang sollte man immer dann anwenden, wenn man sich
trainieren möchte, v.a. aber dann, wenn man nicht genau weiß, wie man
den aktuellen Bohrer korrigieren muss. Ich bin immer wieder überrascht,
was ich dabei herausfinde.
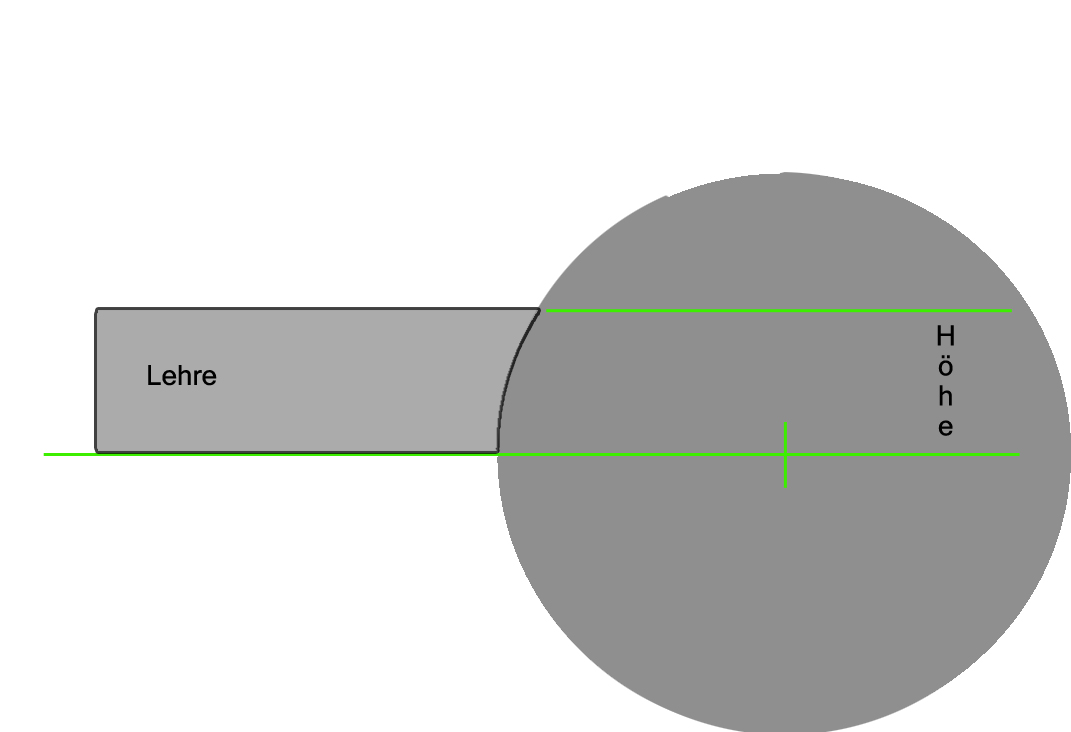
3.9 Freiwinkel-Lehre
Dieser Abschnitt ist noch eine Baustelle!
Man kann sich für einen bestimmten Freiwinkel und einen bestimmten
Scheiben-Durchmesser eine Lehre herstellen; man braucht nur ein Stück
Metall, z. B. Aluminium auf die Handauflage zu stellen und die Vorderkante
solange zu schleifen, bis sie sich der Schleifscheibe ganz angepasst hat, siehe
Abb. 3.9 auf Seite .
Mit dieser Lehre kann man die erforderliche Höher über der Motorachse
erkennen, wenn man sie auf die Handauflage stellt, die sich auf Höhe der
Motorachse befindet.
Oder, wenn man die Handauflage der Schleifmaschine nicht verstellen
kann und deshalb der Zeigefinger nicht mehr unter einen dicken Bohrer
passt, kann man die Höhe und den Bohrer-Zuführungswinkel erkennen:
Man legt den Bohrer auf den linken Zeigefinger,
die Oberkante der Lehre ist auf Höhe der Bohrer-
Achse ,
die Lehre wird an der Schleifscheibe angelegt, der Bohrer wird so gekippt,
dass er mit der Oberkante der Lehre parallel ist.
Dieses Verfahren ist nicht praktikabel, hier nur Vollständigkeit gezeigt!
Man sollte unbedingt eine in der Höhe verstellbare Handauflage besitzen.
Dann kann der Bohrer auf der errechneten Höhe über der Motorachse
horizontal zugeführt werden, die Handauflage weicht dem dicken Bohrer
nach unten aus.
Wichtig, bitte beachten: In diesen Abbildungen 3.10 bis 3.12 auf den
Seiten – ist nur die untere Hälfte des Bohrers gezeigt, vom unteren
Umfang des Bohrers bis hoch zur Schneide!
3.10 Internet-Seiten
Marc L’Ecuyer (That Lazy Machinist)
Home: http://www.thatlazymachinist.com/home-accueil.html
Dort: Video-Übersicht: My shop videos, dort:
002 How Drill Bits Work
003 Manual Drill Bit Sharpening
mrpete222 auf Tubalcaine-machine-shop:
Demonstration an sehr großen Bohrern sehr lehrreich!
THE USE & CARE OF DRILL BITS part 1 of 3 tubalcain
THE USE & CARE OF DRILL BITS part 2 of 3 tubalcain
THE USE & CARE OF DRILL BITS part 3 of 3 Sharpening
tubalcain
Diese Videos sucht man am Besten auf der Youtube-Hauptseite über die
Suchbegriffe: tubalcaine drill bits
Quellen für die Beschreibung diverser BohrerËigenschaften,
ohne Anleitungen für das Schleifen:
HSS-Forum, deutsch
Viele gute Skizzen, detaillierte Beschreibung, kein Text:
http://www.hssforum.com/2-BOHREN.pdf
Neme-s.org, 2005 May Meeting, englisch
Sehr umfangreiche Präsentation, sehr gute Skizzen, kein Text:
http://neme-s.org/2005 May Meeting/drills.pdf
evtl. verschluckt sich der Internet-Browser an den Leerzeichen; dann bitte
diesen Link in das Suchfenster eintragen
kripahle-online.de, deutsch
Umfangreiche Präsentation, sehr gute Skizzen, guter Text:
http://www.kripahle-online.de/unterricht/wp-content/uploads/2011/02/Bohren.pdf
ptg-gmbh.de: Spitzenanschliffe für Spiralbohrer, deutsch
Sehr gute Datentabellen, Skizzen und Erläuterungen:
http://www.ptg-gmbh.de/download/PTG_RICHTWERTE.pdf
regalcuttingtools.com: sehr gute Datentabellen, englisch
http://www.regalcuttingtools.com/service-support/specs-and-engineering-data
Auf dieser Seite findet man unter Drills:
MMS-Online: Geometrie der Bohrerspitze, Text und Bilder, englisch
Interessanter Text, gute Hinweise, kleine Bildchen
http://www.mmsonline.com/articles/choose-the-best-drill-point-geometry